


静电喷涂的原理及工业应用--王喆
 粉末静电喷涂的原理及工业应用
粉末静电喷涂的原理及工业应用
哈尔滨吉星机械工程有限公司研发中心王喆
作者简介:王喆,男,1997年生,毕业于黑龙江工程学院材料科学与工程专业,获工学学士学位,现任哈尔滨吉星机械工程有限公司研发中心助理工程师,主要从事铝合金压铸及挤压铸造项目产品开发及技术研究工作。
前言:粉末静电喷涂也称粉末涂装,是近几十年迅速发展起来的一种新型涂装工艺,所使用的原料是塑料粉末。早在四十年代有些国家便开始研究实验,但进展缓慢。1954年德国的詹姆将聚乙烯用流化床法涂覆成功,1962年法国的塞姆斯公司发明粉末静电喷涂后,粉末涂装才开始在生产上正式采用,近年来由于各国对环境保护的重视,对水和大气没有污染的粉末涂料,得到了迅猛发展。
1.简介
静电喷涂是利用电荷同性相斥异性相吸的基本特性设计成的一种新型涂漆方法。它是借助直流高压电场的作用,使喷枪喷出的漆雾雾化得更细,同时使漆雾带电,通过静电引力而沉积在带异种电荷的工件表面形成均匀的漆膜,在经过高温固化附着在工件的表面实现涂漆。是将机械雾化与静电引力、斥力结合在一起的一种高效涂装方式。一次涂装可以得到较厚的涂层。喷涂设备由喷枪、喷杯以及静电喷涂高压电源等组成。图1为我司现有涂装线局部照片。
随着科技的发展,粉末静电喷涂生产效率高,劳动条件好,喷涂后的产品漆膜均匀丰满,附着力和装饰性均良好,现已广泛使用于汽车工业、电气绝缘、耐腐蚀化学泵、阀门、汽缸、管道、屋外钢制构件、钢制家具、铸件等表面的涂装。

图1涂装线局部
2.工作原理
工作时静电喷涂的喷枪或喷盘、喷杯,涂料微粒部分接负极,工件接正极并接地,在高压电源的高电压作用下,喷枪(或喷盘、喷杯)的端部与工件之间就形成一个静电场。粉末涂料在通过喷枪时,经过喷枪前端加有高压静电发生器产生的高压,电晕放电后会在喷枪附近产生电荷,粉末由枪嘴喷出时,构成回路形成带电涂料粒子,在电场作用下,它们会被吸到相反极性的工件上去。
涂料中的成膜物即树脂和颜料等大多数是由高分子有机化合物组成,多为导电的电介质,溶剂形涂料除成膜物外还有有机溶剂、助溶剂、固化剂、静电稀释剂、及其他各类添加剂等物质。
工件喷上的粉末越多,电荷也越多,当达到一定厚度时,由于产生静电排斥作用,便不继续吸附,从而使整个工件获得一定厚度的粉末涂层。喷涂好的工件在160—200℃高温中烘烤固化粉末,使熔融的粉末紧密地附着在工件的喷涂表面,形成平滑光亮的固化防护涂层。
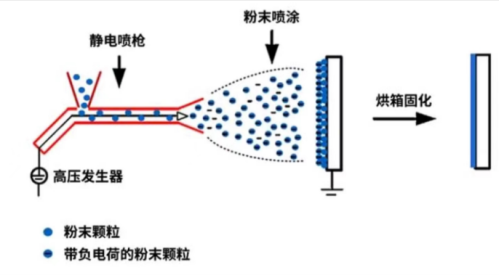
图2工艺原理图
3.工艺特点
(1) 一次涂装可以得到较厚的涂层,通过调节工艺可涂覆100~300μm的涂层,用一般普通的溶剂涂料,约需涂覆4~6次,而用粉末涂料则一次就可以达到该厚度。涂层的耐腐性能很好。我司现在为某摩托生产供货的铝合金系列产品,涂层厚度要求为80-120μm,一次喷涂即可完成,成品效果如图3所示。
(2) 粉末涂料不含溶剂,无三废公害,改善了劳动卫生条件。
(3) 采用粉末静电喷涂等新工艺,效率高,适用于自动流水线涂装,粉末利用率高,可回收使用。
(4) 除热固性的环氧、聚酯、丙烯酸外,尚有大量的热塑性耐脂可作为粉末涂料,如聚乙烯、聚丙烯、聚苯乙烯、氟化聚醚、尼龙、聚碳酸脂以及各类含氟树脂等,应用前景广泛。

图3 喷涂后的部分产品
4.工艺注意事项
(1)喷枪移动的速度,不宜过快或过慢。喷枪移动太快涂层会稀薄,喷涂效果显得粗拙;喷枪移动太慢,涂膜过厚会产生流挂现象。
(2)喷枪对基材表面的方位角度。喷枪对基材表面应保持垂直角度,如果喷枪有歪斜,会造成喷幅带偏向一边,另一边会缺漆、干瘦。
(3)喷枪对基材表面的间距。虹吸式喷枪的间距最好保持在15-20cm,压送式喷枪的最佳间距在20-30cm。间距过近会造成涂料流淌,间距过远会导致干喷、过喷。
(4)保持固化温度和时间的一致性,避免固化温度不统一而造成喷涂工件的色差;
(5)确保固化温度和固化时间充足,以免因温度和时间不够而造成漆膜脱落。